在機械加工行業,防鏽鋁憑借其優良的耐腐蝕性、良好的加工性能以及適中的強度,被廣泛應用於各類零配件的(de)製造。成都作為機械加工(gōng)產業的重要基地,在防鏽鋁(lǚ)零配件的處理工藝上積累了豐(fēng)富的經(jīng)驗,並不斷創新發(fā)展。本文將深入探討成都機械加工中針對防鏽鋁零配件(jiàn)的處理工(gōng)藝(yì)及其(qí)關鍵要點。


防鏽鋁的特性及應用
防鏽鋁是一種以鋁 - 鎂(Al - Mg)或鋁 - 錳(Al - Mn)合金為基礎的(de)鋁(lǚ)合金。鋁 - 鎂合金防鏽鋁具有密度小、強度較高、耐蝕(shí)性優良等特點,其中鎂元素的含量一般在 3% - 5% 之間,隨著鎂含量的增加,合金的強度和耐蝕性也(yě)相應提高。鋁 - 錳合金防鏽鋁則具(jù)有良好的成型性和焊接性,錳元素的添加可以有效提(tí)高合金的強度(dù)和耐蝕性,其(qí)錳含量通常在 1% - 1.6% 左右。
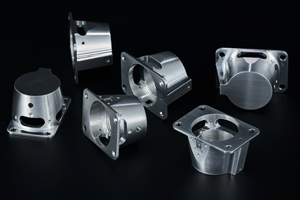
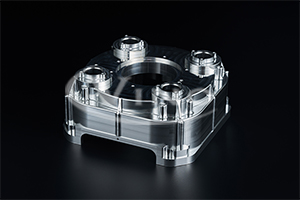
由於這些特性,防鏽鋁在成(chéng)都機(jī)械加工的眾多領域都(dōu)有廣泛應用。在航空航天(tiān)領(lǐng)域的航空發動機(jī)零件,如用於製(zhì)造飛機的油箱、油管、機身結構件等航空零件,因其輕量化和高耐腐蝕性能夠保障飛行安全(quán)和延(yán)長飛機使用壽命;在汽車(chē)製(zhì)造中,可用於生產(chǎn)機器人零件、汽車散熱器、車身覆蓋件等,既能減輕車身重(chóng)量提高燃油經濟性,又能(néng)抵抗各(gè)種環境因素對汽車部(bù)件的腐蝕;在電子(zǐ)設備領域,防鏽鋁(lǚ)常用於製造(zào)電子設備的外殼,為內部精密(mì)電子(zǐ)元件提供可靠的防(fáng)護。


防鏽鋁零配件加工前的準備
原材(cái)料檢驗
在加工防鏽鋁零配件之前,對原材料的嚴格(gé)檢驗是確保產品質量(liàng)的首(shǒu)要環節。成都的(de)機械加工企業通常會采用多種檢(jiǎn)測手段(duàn),如外觀(guān)檢查,觀察(chá)鋁材表麵是否(fǒu)有氣泡、裂紋、劃傷、變形等缺陷;尺寸測量,利用卡尺、千分尺等精(jīng)密量具(jù)檢查鋁材的厚度、寬度、長度等尺寸(cùn)是否符合設計(jì)要求;化學成分分析,通過光譜分(fèn)析(xī)儀等設備檢測(cè)鋁材中各合金元素的(de)含量(liàng)是否在標準範圍內。隻有經過嚴格檢驗合格的原材料才能進入後續加工環節。
表(biǎo)麵預處理
為了保證加工過程中切削工具與鋁材(cái)之間的良好接觸(chù),提高加工精度和表麵質量(liàng),防鏽鋁原材(cái)料在加(jiā)工前需要進行表麵預處理。常(cháng)見的表麵預處理方法包括脫脂和酸(suān)洗。脫脂是去除鋁(lǚ)材表麵的油汙(wū)、油脂等(děng)雜質,防止其在加工(gōng)過(guò)程中影響切削性能和產品質量。一般采用堿性脫脂劑,在一定(dìng)溫度下將鋁材浸泡在脫脂液中一段時間,然後用清水衝洗幹淨(jìng)。酸洗則(zé)是去除鋁材表麵的氧化膜,使鋁材表麵呈現出新鮮(xiān)的金屬光澤,同時改善鋁材的表麵活性,有利於後續加工。酸洗(xǐ)通常使用混合酸溶液,如氫氟酸和硝酸的混合液,但(dàn)酸洗(xǐ)過程需要嚴格控製酸液濃度、溫(wēn)度和處理時間(jiān),以避免過度腐蝕鋁材。
防鏽鋁零配件的機械(xiè)加工工藝
切削加工
刀具選擇:由於防鏽鋁的硬度相對(duì)較低,塑性較好,在切削加工過程中容易產生粘刀現象,影響加工表(biǎo)麵質量。因此,成(chéng)都機械加工企業(yè)通常會選擇硬質(zhì)合金刀具,並采用較大的前角(jiǎo)和後角,以減少刀具與工件之間的摩擦和切(qiē)削力,降低粘刀的可能性。同時,刀具的刃口要保持鋒(fēng)利,定期進行刃磨和更換,以保證加工精度和效率。
切削參(cān)數優(yōu)化(huà):合理的切削參數(shù)對於防鏽鋁零配件的加工質量和效率至關重要。在切削速度方麵,一般選擇較高的切削速度(dù),以提高加工效率,但(dàn)要避免因切削(xuē)速(sù)度過高導(dǎo)致刀具磨損加劇和工件表麵燒傷。對於鋁 - 鎂合金防鏽鋁,切削(xuē)速度可控製(zhì)在 200 - 500m/min 之間(jiān);對於鋁(lǚ) - 錳合金(jīn)防鏽(xiù)鋁(lǚ),切削(xuē)速度可適當提高到 300 - 600m/min。進給(gěi)量和切削深度則要根據工件的形狀、尺寸、精度要求以及刀(dāo)具的強度等(děng)因素綜合確定。一般(bān)來說,進給量不宜過大,以免產生較(jiào)大的切削力使工件變形,通常可控製在(zài) 0.05 - 0.3mm/r 之間;切削深度則根據工件的餘量和加工工藝要求進行調整,粗加(jiā)工時可適當加大切削深度,精加(jiā)工時則要減(jiǎn)小切削深度,以保證(zhèng)加工精(jīng)度和表麵質量。
冷卻潤滑:在切(qiē)削(xuē)加工過程中,冷卻潤滑對於降(jiàng)低切削(xuē)溫度、減少刀具磨損、提高加工表麵質量具有重要作用(yòng)。由(yóu)於防鏽鋁在切削過程中會產生較多的熱量,容易導致刀具(jù)磨損加(jiā)劇和工件變形(xíng),因此需要采用有效的冷卻潤滑措施。常用的冷卻潤滑劑有乳化液和切削油(yóu)。乳(rǔ)化液具有良好的冷卻(què)性能,能夠迅速(sù)降低切削溫度,同時還具有一定的潤滑性能,可以減少刀具與工件之間的摩擦。切(qiē)削油則具有更好的潤(rùn)滑性能,能夠在刀具和工(gōng)件表麵形成一(yī)層潤滑膜,降低(dī)切削力,提高加工表麵質量。在實際加工中,可根據加工工藝要求和(hé)工件材料特性選擇合適的冷卻潤滑劑,並采(cǎi)用合理的冷卻潤滑(huá)方式(shì),如澆注冷卻、噴(pēn)霧冷卻等。
成型加工(gōng)
衝壓成型:衝壓是防(fáng)鏽鋁零配件成型加(jiā)工的(de)常用(yòng)方法之一。在成都(dōu)機械加工中,衝壓成型防鏽鋁零(líng)配件時,需要根據工件的形狀、尺寸和精度要求設計製造合適(shì)的衝壓(yā)模具。衝壓模具的精(jīng)度和表麵質量對工件的成型質量有很大影響,因此模(mó)具的製造(zào)和調試過程要嚴格控製。在衝壓過程中,要合理(lǐ)控製衝壓速度和壓力,避免因(yīn)衝壓速度過快(kuài)或壓力過大導致工件破裂或變形。同時,為了提高工件的表麵質量和成型性能,可在衝壓模具表麵塗抹適(shì)量的潤滑劑。
彎曲成型:彎曲成型(xíng)也是防鏽鋁(lǚ)零配件加工中常見(jiàn)的成型工(gōng)藝。在進(jìn)行彎曲成型時,首先要根據工件的彎曲半徑和角度計算出毛料的展開尺寸,並進(jìn)行下料。然後(hòu),選擇合適的彎曲(qǔ)設(shè)備和模具,將防鏽鋁毛料放置在模具上進行彎曲。彎曲過程中(zhōng),要注意控製彎曲力和彎曲速度,避免因彎曲力(lì)過大或速度過快導致工件出現裂紋或回彈過大。對(duì)於(yú)一(yī)些精度要求較高的彎曲工件,還需要進行後續的校正和修整(zhěng)工序(xù),以保證工件的尺寸精度和形狀精度。
防鏽鋁零配件(jiàn)加工後的處理
表麵處理
陽極氧化處理:陽極氧化是提高防鏽鋁零配件耐腐蝕性(xìng)和裝(zhuāng)飾性的(de)重要(yào)表麵處理方(fāng)法。在成都機械加(jiā)工中,陽極氧(yǎng)化處理防(fáng)鏽鋁零配件時,通常采用硫酸陽極氧化工藝。該工藝是將防鏽鋁工件作為陽極,在硫酸電解液中通電,使工件表麵形成一層致密的氧化膜。陽極氧化膜具有良(liáng)好的(de)耐(nài)腐蝕性、耐磨性和絕(jué)緣性,同(tóng)時還可以通過染色等後續處理獲得各種不同(tóng)顏色的外觀,滿足不同客戶的需求。在陽極(jí)氧化(huà)過(guò)程中,要嚴格控製(zhì)電解液的濃度、溫度、電流(liú)密度和氧化時間等工藝參數(shù),以保證氧化膜的質量。
化學轉化處理:化學轉化處理(lǐ)也是防鏽鋁零配件常用的表麵處理方法之一。常(cháng)見(jiàn)的化學(xué)轉化處理(lǐ)方法有鉻酸鹽轉化處理和無鉻轉化處理。鉻酸鹽轉化處理是在防鏽(xiù)鋁工件表麵形成一層含(hán)有鉻(gè)元素的轉化膜,該轉化膜具有良好的耐腐蝕(shí)性和與塗層的附著力。但由於鉻元素具(jù)有一定的毒(dú)性,對環境有汙染,近年來無(wú)鉻轉化處理技術得到了(le)廣泛的研究和應用。無鉻轉化(huà)處理(lǐ)是(shì)采用不含鉻的化學溶液對防鏽鋁工(gōng)件進行處理,在工件表麵形(xíng)成一層類似鉻(gè)酸鹽轉化膜的保護膜,其耐腐蝕性和附著力也能滿足一定的(de)使用要求,且更加環保。
質量檢測
外觀檢測:加工後的防(fáng)鏽(xiù)鋁零配件首先要進(jìn)行外觀檢測(cè),檢查工件表麵是否有劃傷(shāng)、裂(liè)紋、變形、氣(qì)泡、麻點等缺陷,表麵處理層(céng)是否均勻、完整,顏色是否符合要求。外(wài)觀檢測一般采用(yòng)目視檢查的方法(fǎ),對於一些細微的缺陷,可借助放大鏡等工具進行觀察。
尺寸精度檢測:使用(yòng)卡尺、千分尺、三坐標測(cè)量儀等精密量具對防鏽鋁零配(pèi)件(jiàn)的尺寸進行測量,檢(jiǎn)查其是否符合設計圖紙的要求。尺寸精度檢測(cè)是保證產品質量的重要(yào)環節,對於超差的工件要及(jí)時進行調整或報廢處理。
性能檢測:為了確保防鏽鋁零配件的性(xìng)能滿足使用要求,還需要進(jìn)行一些性能檢測。如耐腐蝕性檢測,可采用鹽霧試驗、濕熱試驗等方法,模擬實(shí)際使用環境,檢測工件表麵處理層的耐腐蝕性能;硬度檢測,通過硬度計測量(liàng)工件的硬度,了解工件的力學性能是否符合要求;對(duì)於一些(xiē)承受壓力的零配件,還需要進行壓力(lì)測試,檢測其耐壓性能(néng)。


成都機械加工中對防鏽鋁零配件的處理工藝涵(hán)蓋了從原材料檢驗到加工後質量檢測的多個環節,每個環節(jiē)都有其關鍵的(de)技術要點和嚴(yán)格的質量控製要求。通過不斷優化和創新(xīn)處理工藝,成都的機械加工企業能夠生產出高質量的防鏽鋁零配件,滿足航空航天、汽車(chē)製造、電子設備等眾多行(háng)業(yè)的需求,推動了(le)當(dāng)地機械加工產業的發(fā)展。隨著科技(jì)的不斷進步和(hé)市場需求的日益多樣化,防鏽鋁零配件的處理工藝也將不(bú)斷發展和完善,為機械加工行業帶來更多的機遇和(hé)挑戰。
")
")
信(xìn)")
號")
機網站")